|
#11
 12-01-2014, 03:54 PM
12-01-2014, 03:54 PM
|
||||
|
||||
  Made this up so I could get precise 180 degree cuts, I had this collets and never use them, use r8 now. And don't want to switch to ER collets. 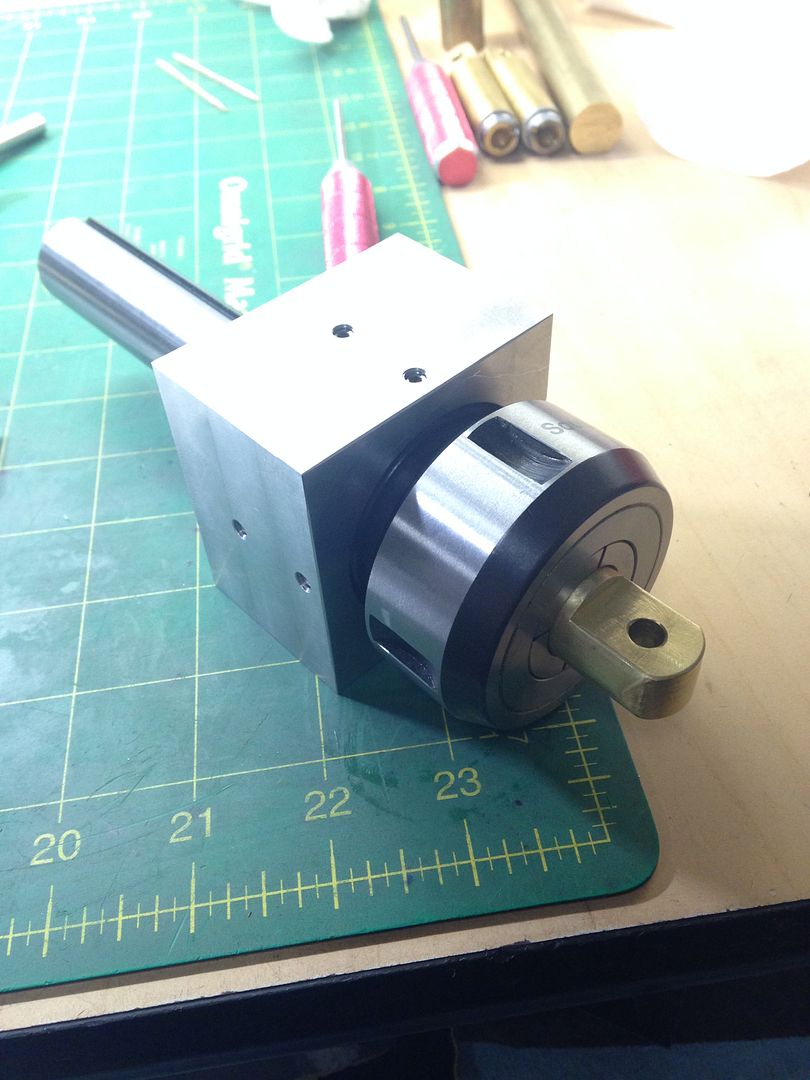 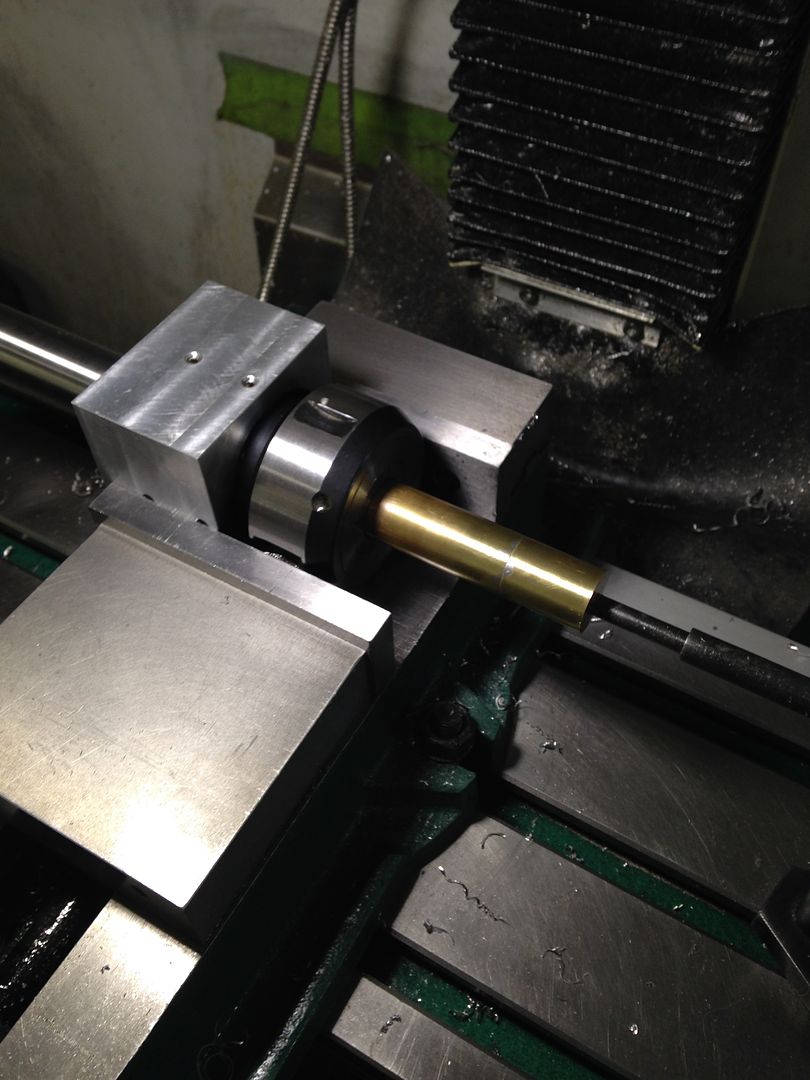 Soldered ends on temporarily to mill ends    Reusing the ball ends, saves a lot of work turning those little ends!! 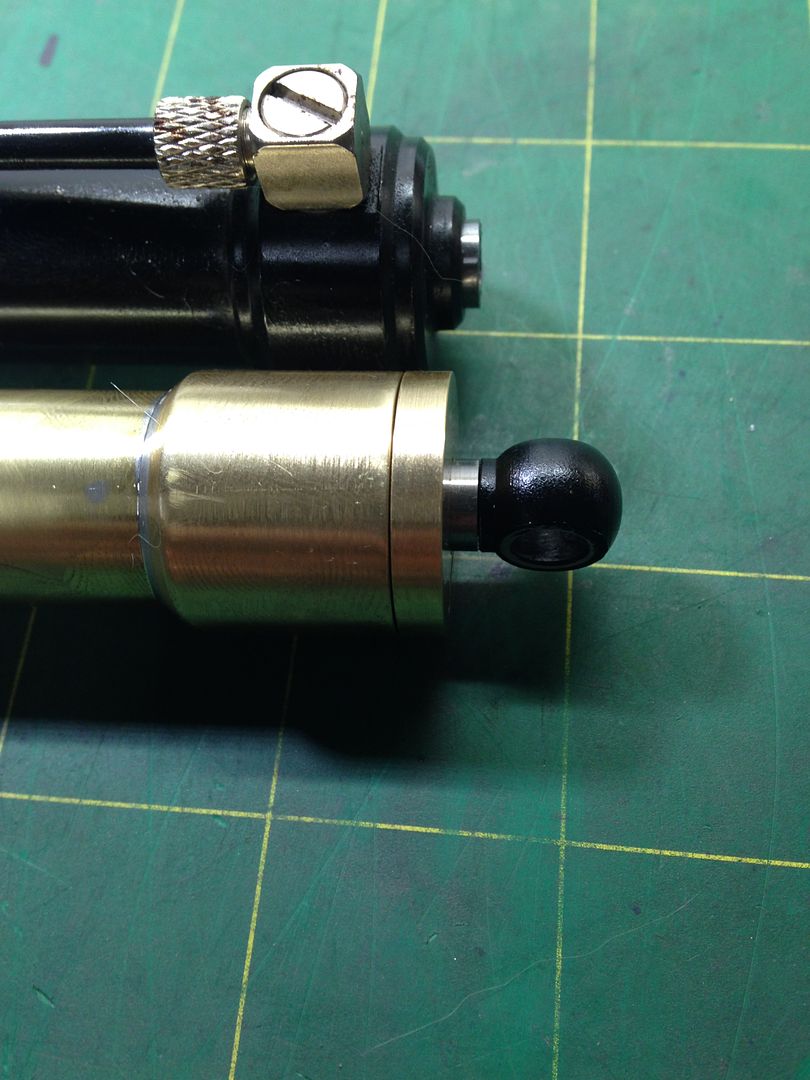   Now on to the hard lines and trashing a lot of wrong bends!!! (Hopefully not but pretty sure  ). Some thing I've learned along way, I'm using stainless (forget the number ) but got the easy machinable stuff and wow it's like easy to cut!! Got new industrial (not hobby grade ) taps and cutting oil. It really makes a difference on this stainless. I always cringed when I had to work with stainless, work hardening and just tuff on my tooling. Now that I got correct stuff and tightened up the lathe it really isn't as difficult to work as I had experienced before. Yup I'm capable of learning!!! Lol!!! Now I have to drill and tap a bunch of 2-56 holes for the cylinder hardware. I use to use rotary table but for anyone fairly new to machining purchase a dro unit!! I don't know how I could do without!! Oh and took the time to get precise numbers on loading the seals and clearances on cylinder/rod. Have been exact down to .0005+\- on seals and .001+\- on length of cylinder/rods/pistons. So hopefully some long life before any leaks and not too much resistance on hydraulics. ). Some thing I've learned along way, I'm using stainless (forget the number ) but got the easy machinable stuff and wow it's like easy to cut!! Got new industrial (not hobby grade ) taps and cutting oil. It really makes a difference on this stainless. I always cringed when I had to work with stainless, work hardening and just tuff on my tooling. Now that I got correct stuff and tightened up the lathe it really isn't as difficult to work as I had experienced before. Yup I'm capable of learning!!! Lol!!! Now I have to drill and tap a bunch of 2-56 holes for the cylinder hardware. I use to use rotary table but for anyone fairly new to machining purchase a dro unit!! I don't know how I could do without!! Oh and took the time to get precise numbers on loading the seals and clearances on cylinder/rod. Have been exact down to .0005+\- on seals and .001+\- on length of cylinder/rods/pistons. So hopefully some long life before any leaks and not too much resistance on hydraulics.
__________________
Always wasting money, as the wife says. To view links or images in signatures your post count must be 10 or greater. You currently have 0 posts. 
|
| Currently Active Users Viewing This Thread: 89 (0 members and 89 guests) | |
| Thread Tools | |
| Display Modes | |
|
|











 Threaded Mode
Threaded Mode