Here is a small portion of the machining work that goes into one part.
Stock cutoff

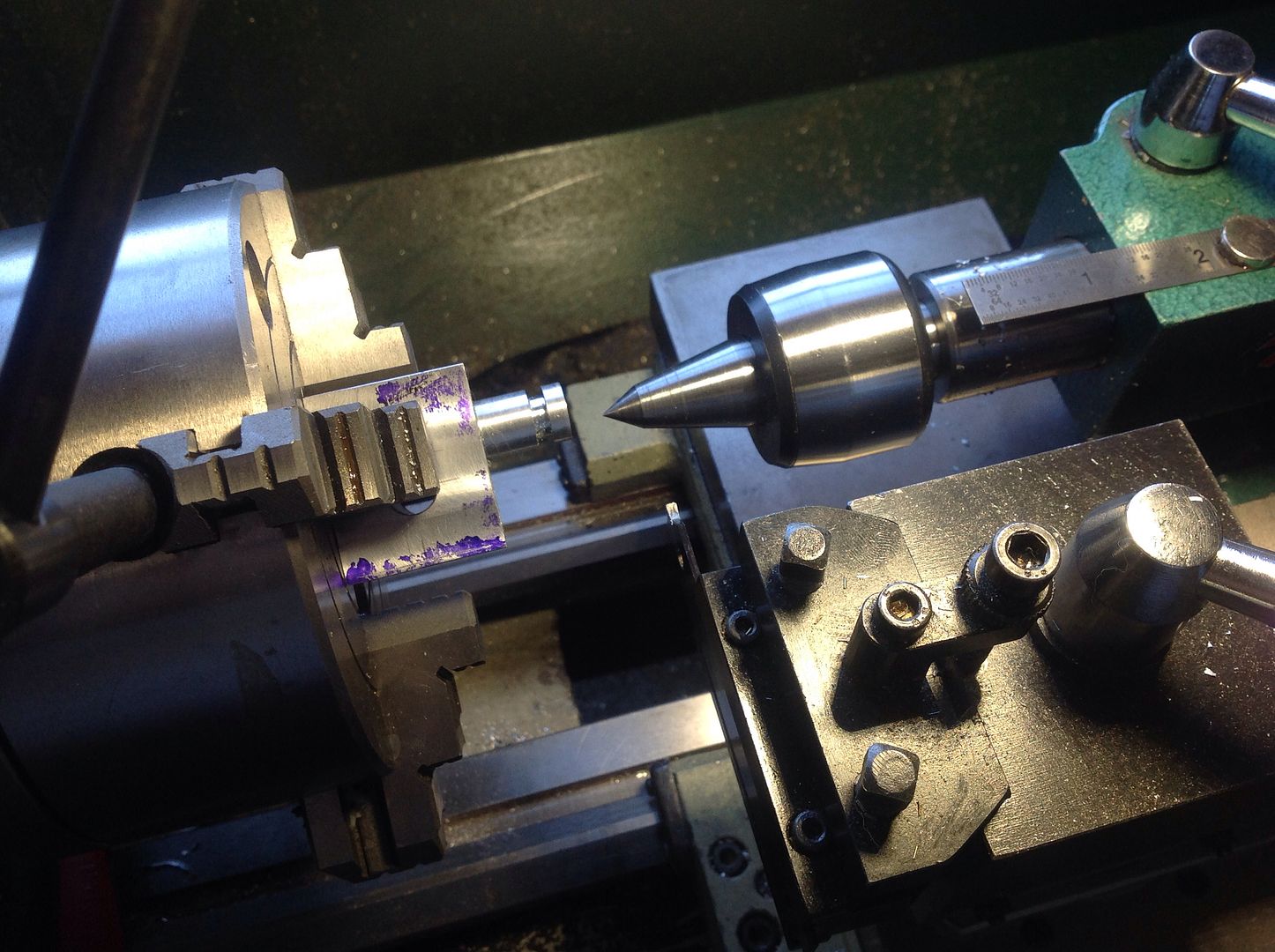
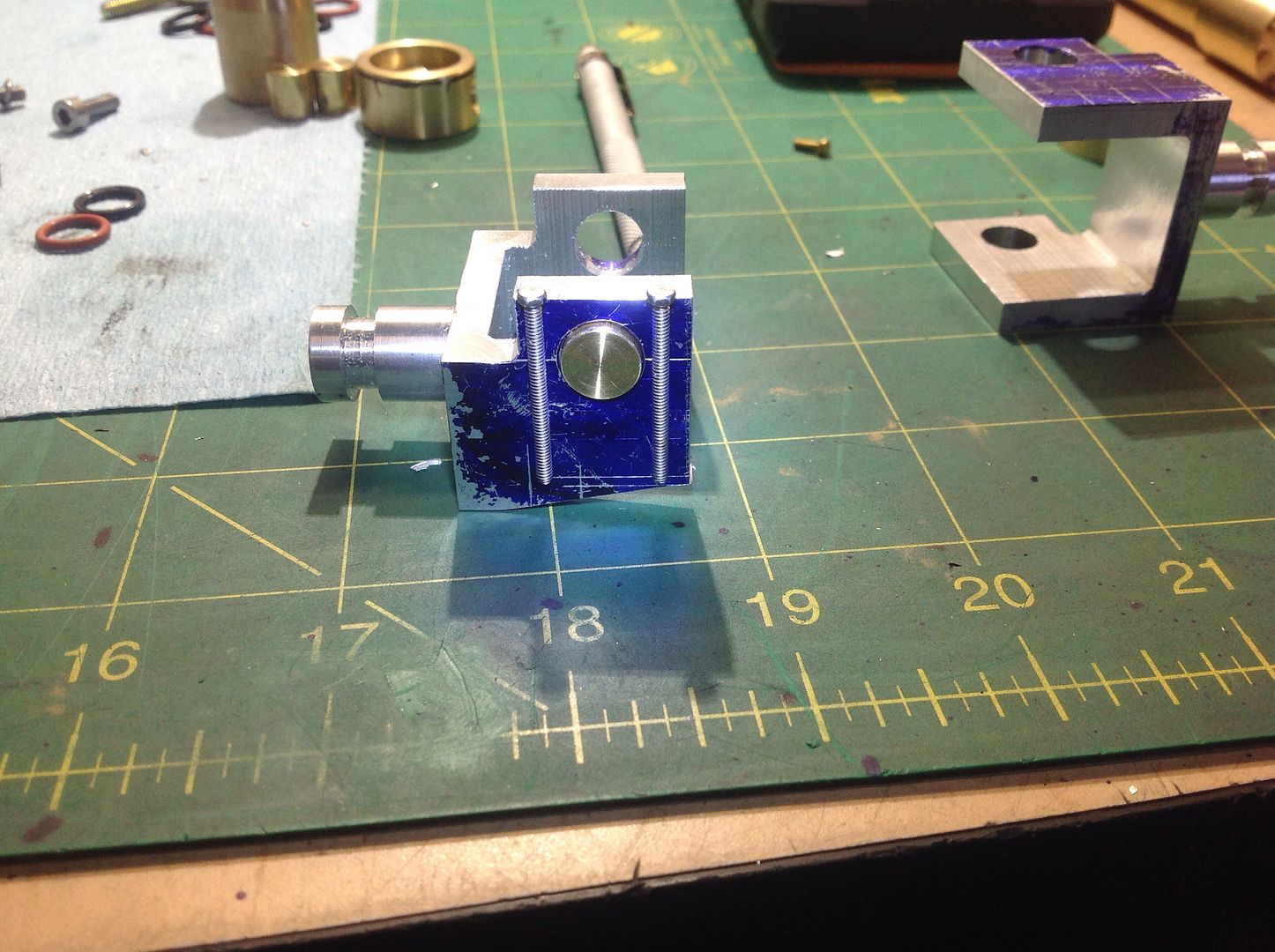
Lathe work with a four jaw chuck. Making the rotation shaft and a groove for a set screw as a retainer mechanism.
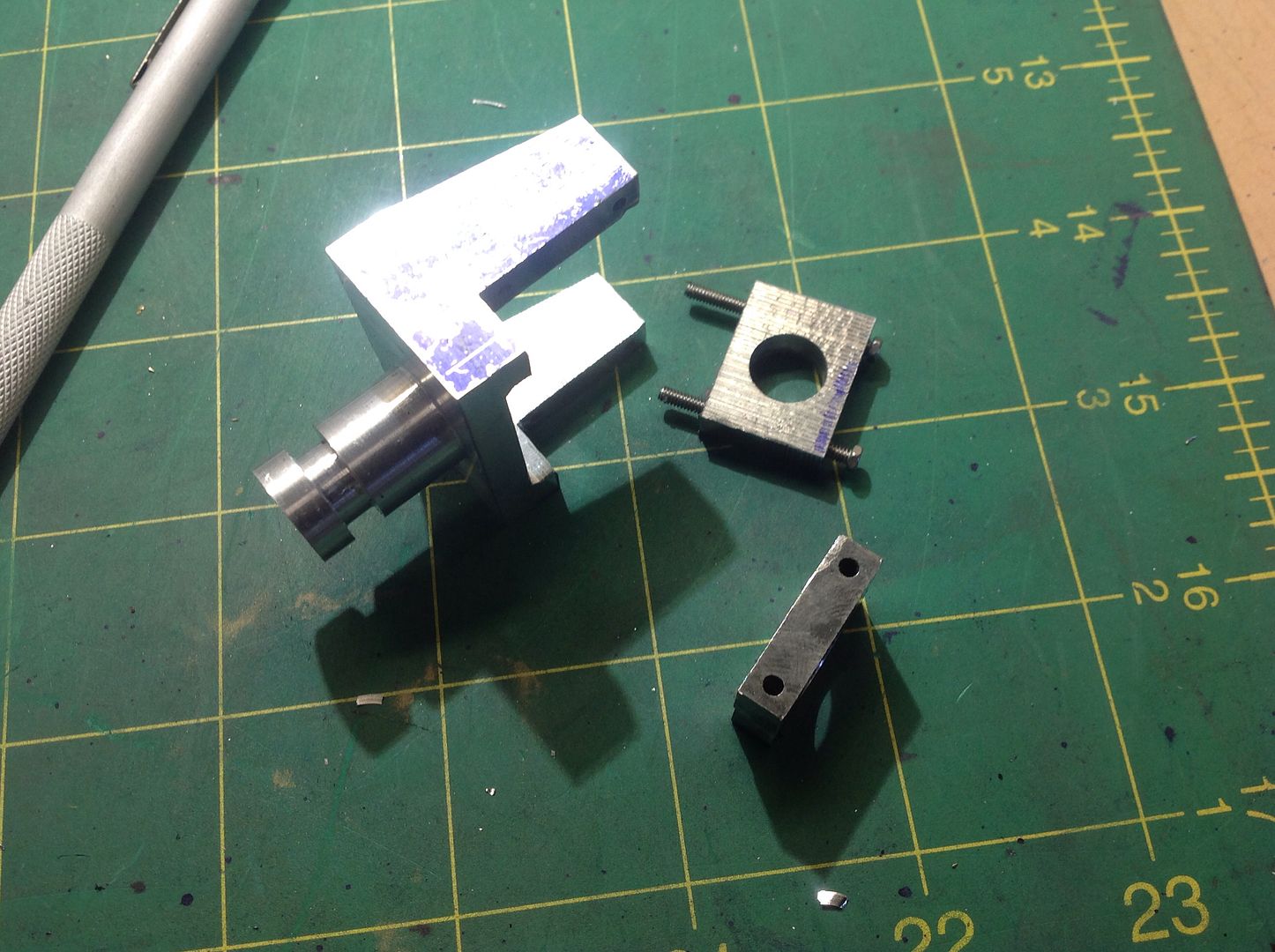
Cutting out the way for hydraulic cylinder and pivot pins. To be honest and probably reflective of a lot of scratch builds this piece was tossed. As once the pin holes were drilled I realized they were going to be too close and no clearance for pivoting of the cylinder. So back to cut, lathe, groove,,,,,
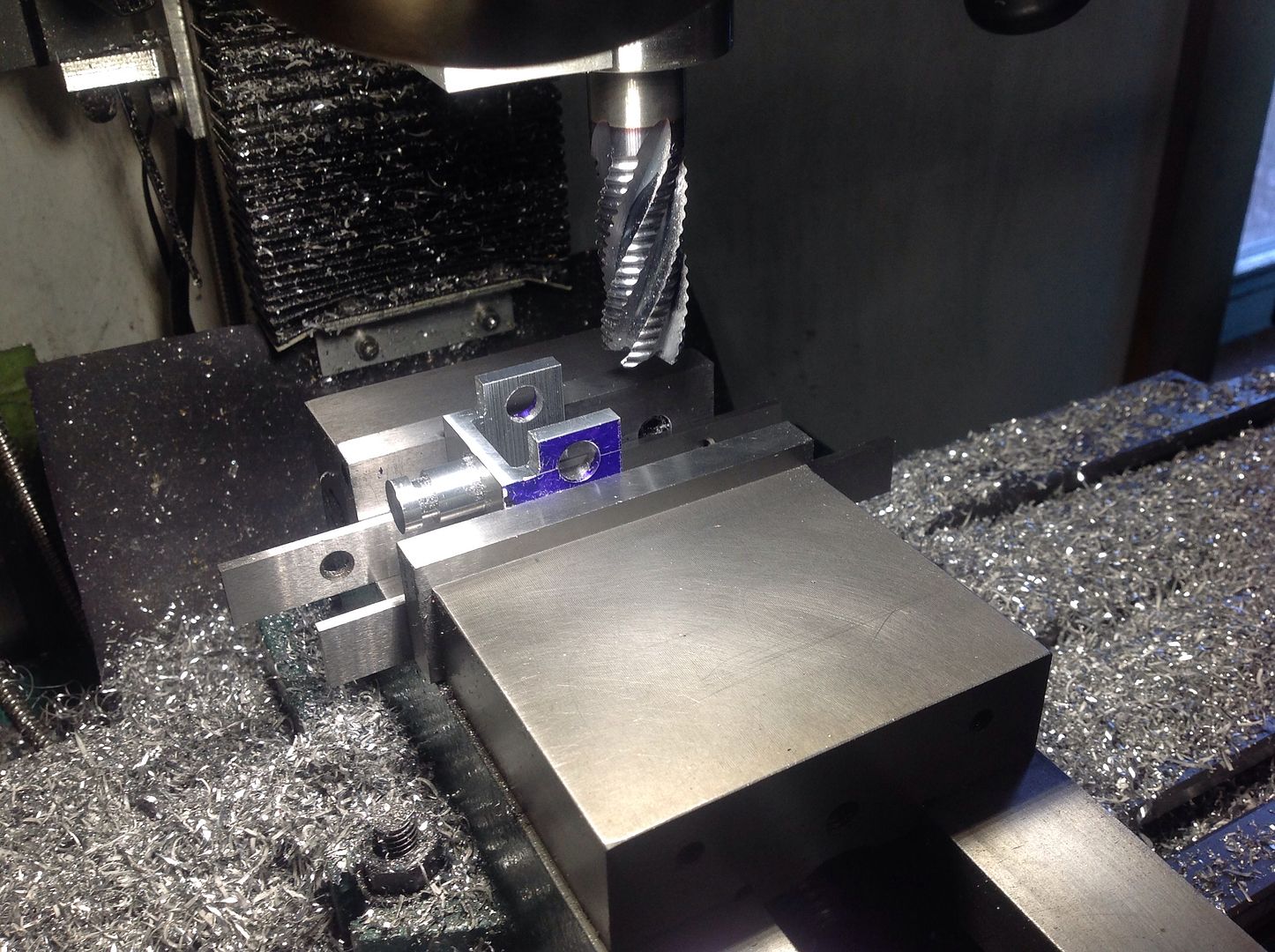
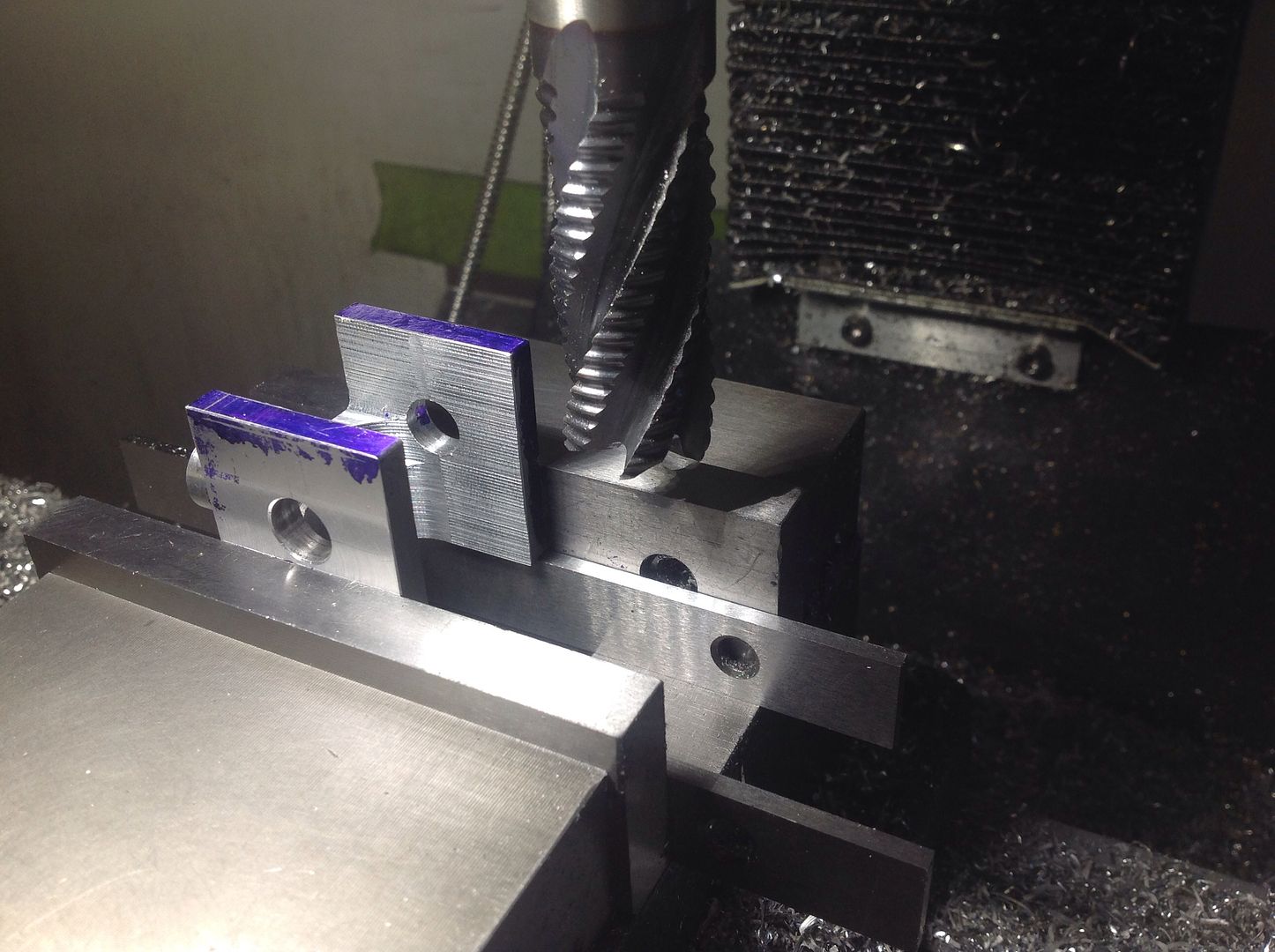
Cutting the pivot blocks
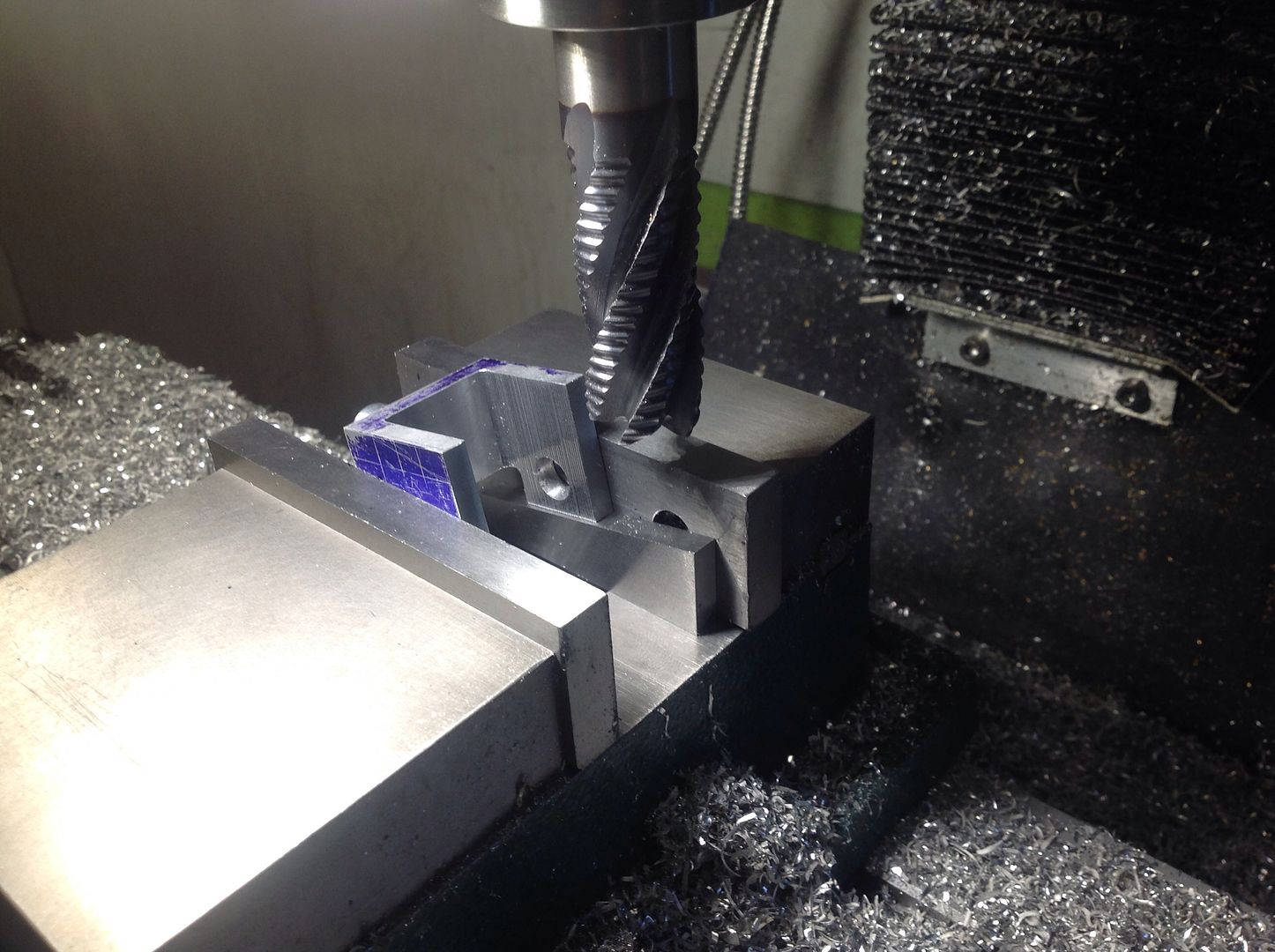
Cutting the angle on bottom
Redneck cad drawling.

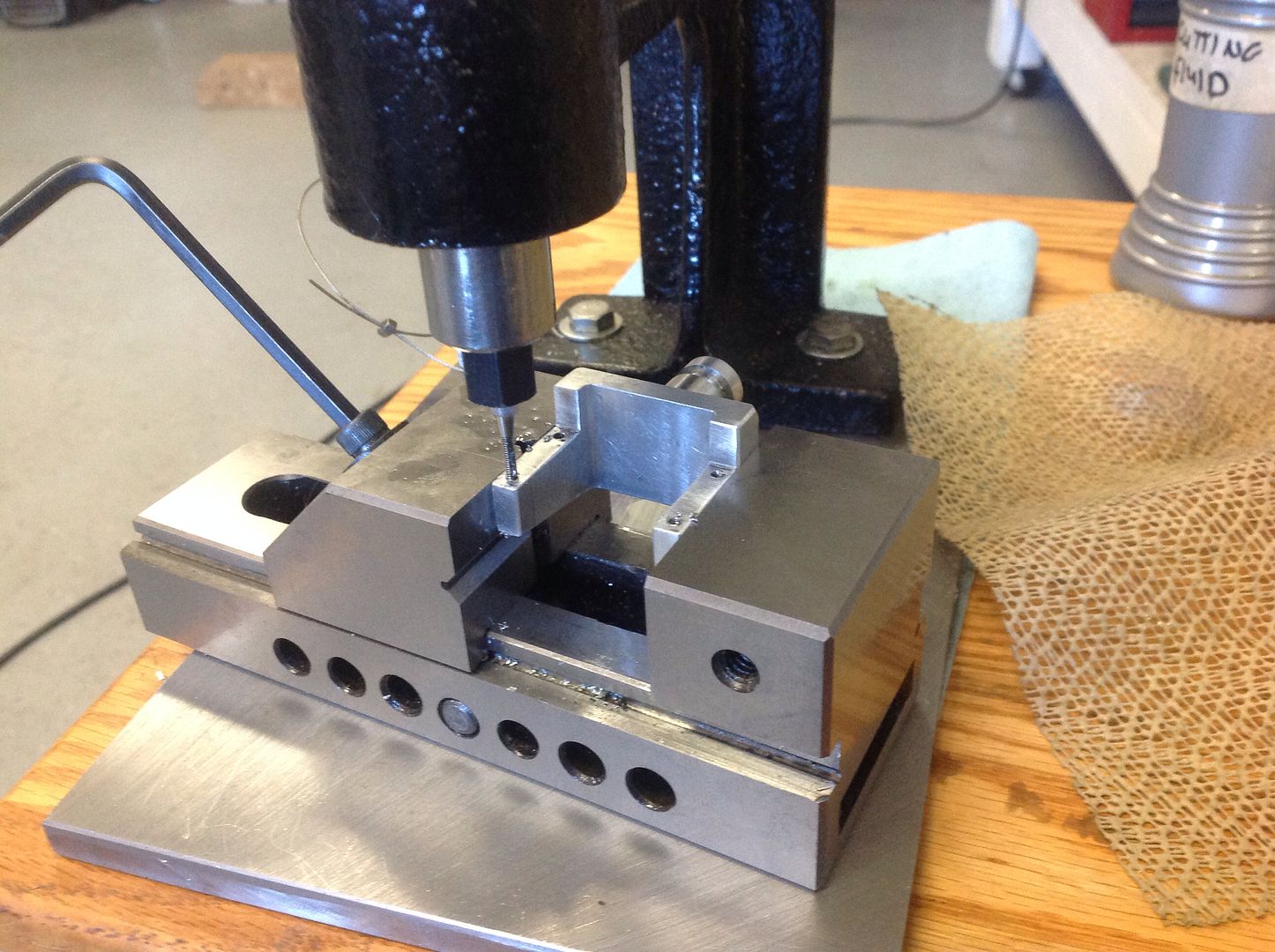
Center drilling pilot hole and referencing hole locations
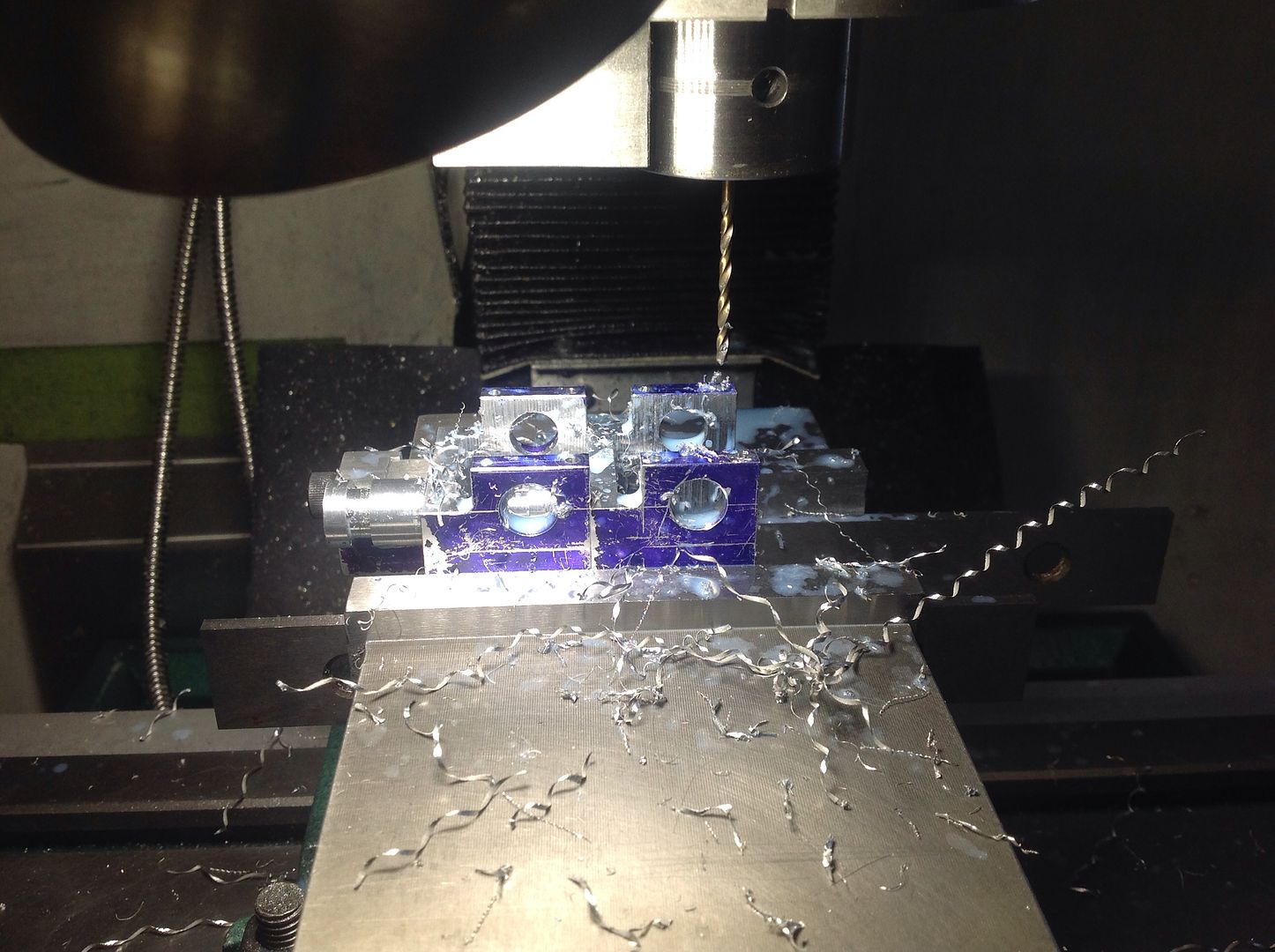
Clearance drilling for 2-56 bolt
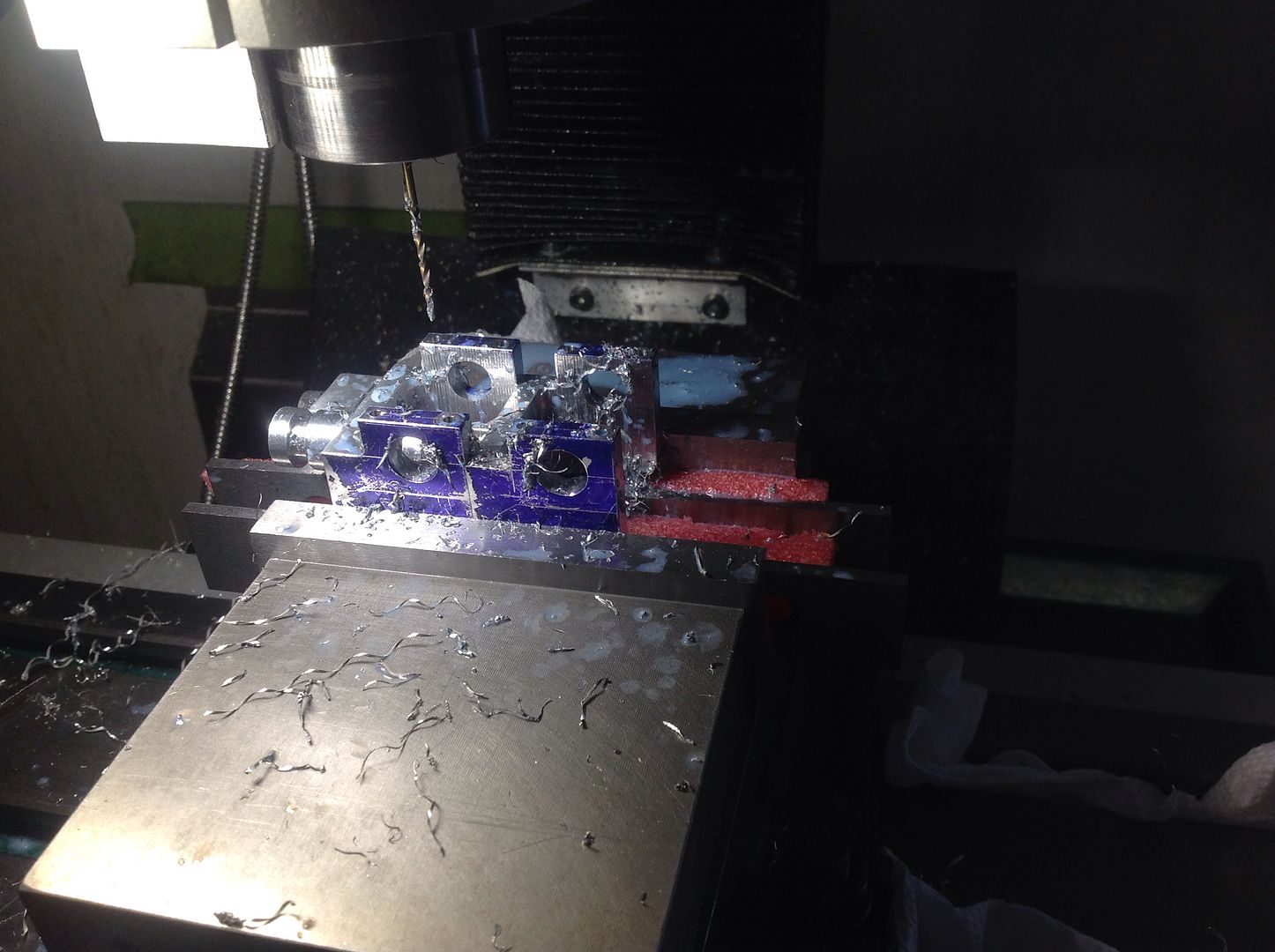
Tap drilling for 2-56 bolt. I know most drill smaller through hole first but I didn't want the bit to stray. On such a small drill bit a deep hole can drift off course more easily, so that is why I drilled the clearance hole first.
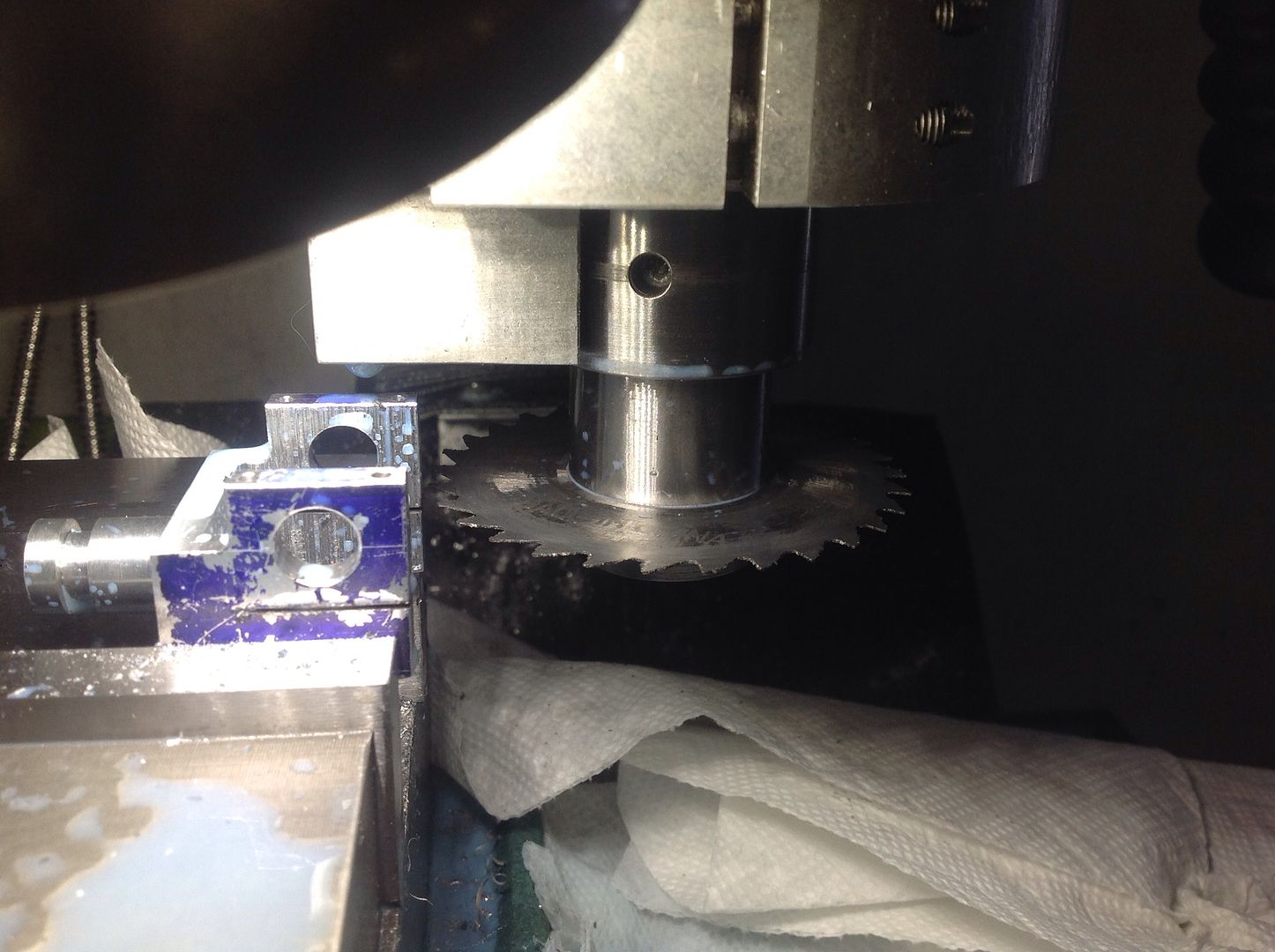

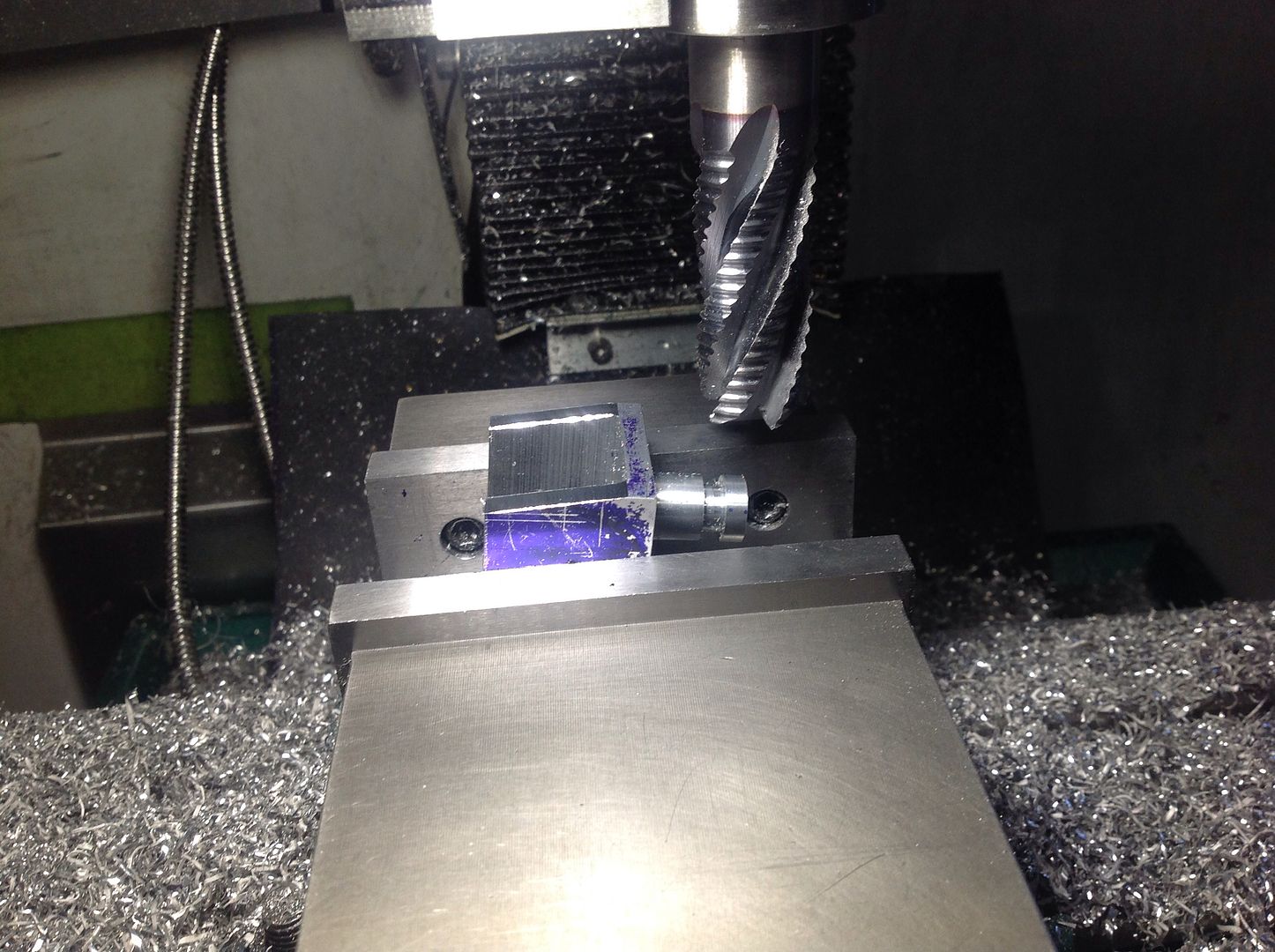
Using the slitting saw to part off the pivot carrier.
Cleaning up sharp edges and holes
Tapping 2-56 holes
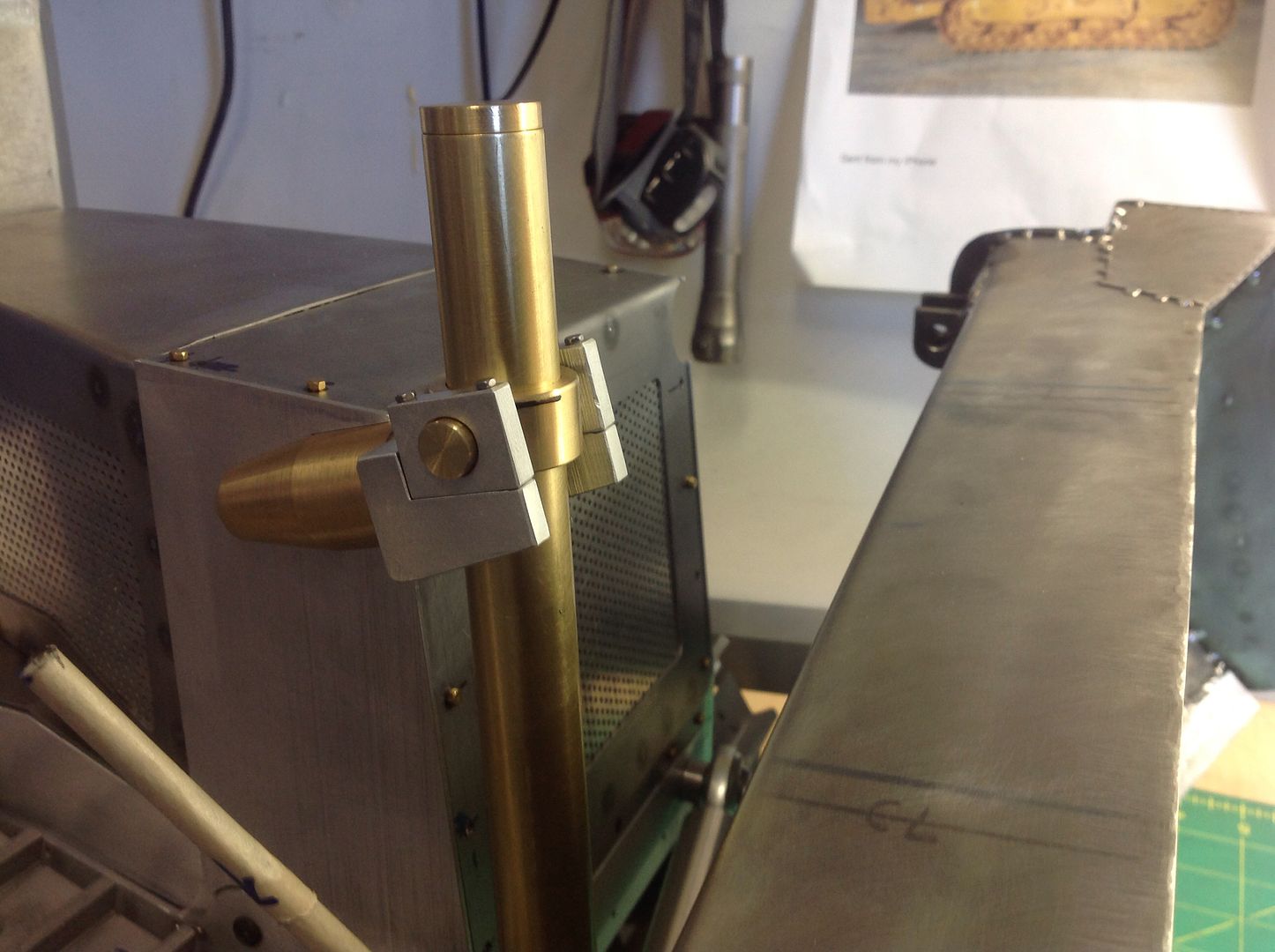
And finally the unprinted part

I know someone wanted to see some of the process so,, all that and double it
